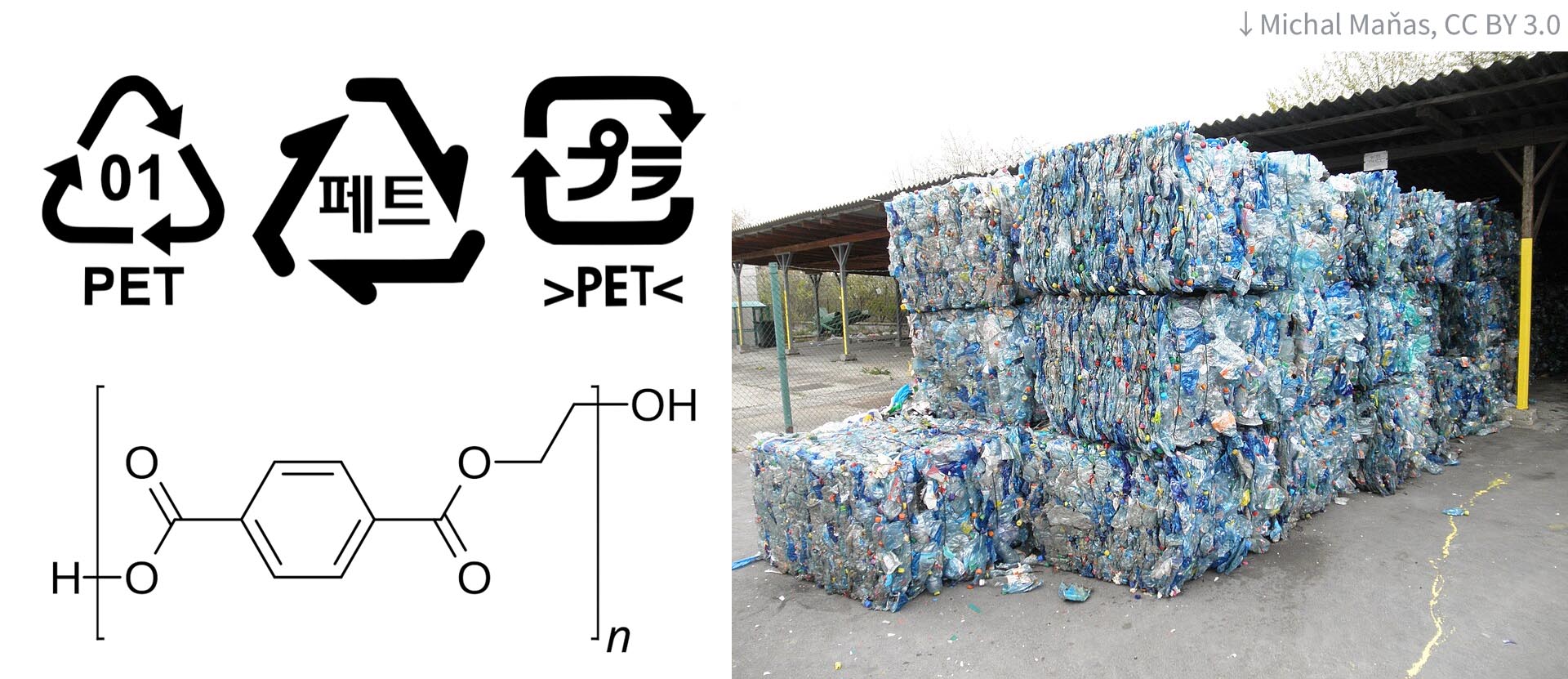
Polyethylene Terephthalate, commonly known as PET, is the world's most recycled plastic polymer with unique properties that make it ideal for packaging applications. This semi-crystalline thermoplastic combines clarity comparable to glass with shatter resistance, creating the perfect material for beverage bottles that dominate global markets. PET's molecular structure provides exceptional barrier properties against moisture and carbon dioxide while remaining lightweight and cost-effective.
First synthesized in 1941, PET revolutionized the packaging industry with its balanced mechanical strength and processing versatility. The material melts at 250-260°C and can be easily injection molded or blow molded into precise shapes. Unlike many plastics, PET maintains stability during multiple heating cycles, enabling efficient mechanical recycling. Modern food-grade recycled PET (rPET) now meets stringent safety standards for direct food contact after proper washing and purification processes.
The environmental profile of PET sets it apart from other plastics. Its relatively simple polymer chain allows near-complete depolymerization back to raw materials through advanced recycling technologies. When incinerated, PET releases only carbon dioxide and water without toxic fumes, though material recovery remains the preferred end-of-life solution. Current PET recycling systems achieve up to 95% efficiency in closed-loop bottle-to-bottle applications, with the material being recyclable 7-9 times before molecular degradation affects performance.
Why PET Plastic Became the Global Recycling Champion
PET has emerged as the undisputed leader in plastic recycling worldwide, achieving recovery rates that dwarf other polymers. This supremacy stems from a unique combination of material science advantages and well-developed collection infrastructure that together create a virtuous recycling ecosystem. The polymer's clarity, safety profile and molecular stability allow it to maintain value through multiple lifecycles while meeting stringent packaging requirements.
Material Properties and Application Advantages
PET's semi-crystalline structure with approximately 30% crystallinity delivers the perfect balance of clarity and barrier performance. Unlike completely amorphous plastics, PET's partial crystallinity provides excellent CO2 barrier properties - 4-5 times better than HDPE and 10 times superior to PP - while remaining optically clear when rapidly cooled. This molecular arrangement also gives PET higher tensile strength than most commodity plastics, enabling lightweight bottle designs that use 30% less material than alternatives.
The global application distribution reveals PET's packaging dominance: beverage bottles account for 70% of production, followed by polyester fibers (20%) and food trays (10%). This concentrated usage in easily identifiable formats simplifies collection and sorting. Unlike mixed plastic waste streams, PET bottles have established dedicated recycling channels in over 90 countries, with some European nations achieving over 90% collection rates through deposit return schemes.
Economic and Environmental Dual Drivers
The carbon math for PET recycling presents a compelling environmental case. Life cycle analyses confirm that each ton of rPET produced saves 3.8 tons of CO2 emissions compared to virgin PET - the largest differential among recycled plastics. This significant reduction comes from avoided crude oil extraction (2.5 tons savings) and the lower energy intensity of processing recycled flakes versus polymerizing new material (1.3 tons savings). Modern food-grade recycling plants can now produce rPET with just 30% of the energy required for virgin production.
Major brands have turbocharged the PET recycling economy through ambitious commitments. PepsiCo's pledge to use 50% rPET by 2025 alone has created demand for 1 million additional tons of recycled flakes annually. Such corporate targets have driven unprecedented investment in recycling infrastructure - over $5 billion was committed to PET recycling projects in 2022-2023 globally. The resulting economies of scale have reduced rPET premium prices from 50% above virgin to just 15-20%, accelerating adoption across consumer goods sectors.
Core Equipment and Technology Chain in PET Recycling
The PET recycling process has evolved into a sophisticated industrial chain combining specialized mechanical processing with advanced purification technologies. At each stage, purpose-built equipment transforms post-consumer bottles into high-purity flakes meeting stringent food-contact standards. This technology ecosystem has developed through decades of refinement to address PET's unique recycling challenges while maximizing material recovery rates.
The Critical Role of Plastic Shredders
PET-specific shredder feature engineered cutting systems that account for the material's brittle fracture characteristics. Angled shear blades with micro-serrated edges create clean cuts without generating excessive fines, while fully enclosed cutting chambers prevent fragment projection - a crucial safety feature when processing rigid containers. The most advanced models incorporate sound-dampened cutting zones that reduce noise pollution by 15 decibels compared to conventional designs, addressing a major concern in urban recycling facilities.
Modern PET shredders go beyond size reduction to incorporate value-added functions. Many systems now integrate preliminary label removal through counter-rotating brush systems in the feed hopper, achieving 80% delabeling before shredding. Some European models even feature integrated metal detection that automatically ejects bottle caps and ring seals using compressed air jets, improving both material purity and equipment protection. These innovations help shredders achieve 99.5% metal-free output crucial for downstream processing.
Advanced Washing and Separation Processes
The recycling industry has developed multi-stage thermal washing systems that surpass conventional cleaning methods. A patented hot caustic bath (80°C with 4% NaOH solution) dissolves adhesive residues while preserving PET's intrinsic viscosity - a critical parameter for food-grade applications. This process removes 99.9% of label glue contaminants, meeting FDA CFR 21 compliance for repeated reuse. The latest wash lines recover and regenerate cleaning chemicals in closed loops, reducing water consumption to just 1.5 liters per kg of flakes processed.
Density separation technology has become remarkably precise in sorting PET from accompanying polymers. Modern float-sink tanks using customized fluid densities (1.32-1.34 g/cm³) achieve near-perfect separation of PET flakes (sinks) from PE/PP contaminants (floats). Some facilities employ hydrocyclones that accelerate this process through centrifugal forces, handling up to 5 tons/hour with 99.8% purity. Korean engineers recently demonstrated an innovative triboelectric separation system that sorts by material charge differences, achieving 99.95% purity without using water.
Breakthroughs in Food-Grade rPET Production
The quest for truly circular PET packaging has driven remarkable innovations in purification and material restoration technologies. Modern food-grade recycling plants now achieve purity levels indistinguishable from virgin PET, overcoming historical limitations that restricted recycled content in sensitive applications. These technological leaps have transformed rPET from a compromise material into a premium sustainable alternative embraced by global brands.

↑ By: Project Osprey, via CC BY-SA 4.0
The gold standard in rPET purification combines mechanical and chemical processes to eliminate even trace contaminants. EU-certified Super-Clean systems employ four-stage filtration including activated carbon absorption, vacuum stripping, and nano-filtration that collectively reduce volatile organic compounds (VOCs) below 0.1 ppm thresholds. A German facility's third-generation system demonstrates removal efficiencies of 99.998% for critical contaminants like limonene and acetaldehyde, achieving taste neutrality required for premium beverage applications.
Melt filtration technology has seen extraordinary precision improvements in recent years. The latest screen changers utilize 25-micron sintered metal filters that capture sub-visible contaminants while maintaining throughput above 3 tons/hour. Swiss-developed backflush systems automatically clear filter surfaces every 90 seconds, extending operational cycles from hours to weeks. This advancement has reduced gel particle counts in rPET by 90%, enabling use in high-clarity applications like cosmetic packaging.
Solid-state polycondensation (SSP) reactors have solved the intrinsic viscosity (IV) degradation problem that long limited rPET performance. Modern vertical SSP towers gently raise material IV from 0.65 to 0.85 dl/g through controlled heating and vacuum application - restoring mechanical properties without thermal damage. Japanese engineers recently demonstrated continuous SSP systems that cut processing time from 16 hours to just 5 while achieving superior IV consistency (±0.01 dl/g variance). This technology enables bottle-to-bottle recycling loops exceeding 10 cycles without quality loss.
Global PET Recycling Status and Challenges
The worldwide PET recycling landscape presents a study in contrasts, with mature systems achieving near-perfect circularity while developing economies struggle with fundamental collection infrastructure. This divergence reflects both technological capabilities and policy frameworks, creating a fragmented global market where best practices coexist with systemic inefficiencies. As demand for recycled content surges, the industry must address these disparities while solving persistent technical barriers.
Regional Disparity Analysis
European systems demonstrate the potential of comprehensive policy approaches. Norway's deposit return scheme achieves 97% collection rates through a nationwide network of reverse vending machines that automate sorting by material and color. Germany complements this with dual-stream material recovery facilities (MRFs) featuring AI-guided robotic sorters that achieve 99.9% PET purity at 12 tons/hour throughput. These integrated systems have created a premium rPET market where food-grade flakes trade at just 5-7% above virgin prices, compared to 20-30% premiums in less developed markets.
Southeast Asian recyclers face radically different economics, where manual sorting still accounts for 40% of processing costs. Indonesian facilities typically employ 50-100 workers per shift to hand-sort mixed bales, achieving just 85% purity levels that limit end-market options. The region's tropical climate exacerbates challenges - high humidity causes label adhesives to bond permanently with PET surfaces, reducing yield in washing systems by 15-20% compared to temperate climate operations.
Critical Technical Challenges
Colored PET remains the industry's Achilles' heel, with darker shades commanding 30-50% lower prices due to limited repurpose options. Emerging laser decolorization technologies show promise, with Italian-developed systems using precise wavelength tuning to break pigment bonds without damaging polymer chains. Early adopters report achieving 85% color removal for navy blue containers, potentially upgrading material value by €150/ton. However, energy intensity remains prohibitive at 1.2kWh/kg - requiring solar integration for economic viability in sun-rich developing nations.
Multilayer flexible packaging represents perhaps the most complex frontier. PET/AL/PE composites - common in snack bags and toothpaste tubes - require innovative delamination approaches. French researchers have demonstrated cryogenic embrittlement followed by electrostatic separation, recovering 95% pure PET flakes from mixed structures. Japanese conglomerates are commercializing solvent-assisted separation using non-toxic terpene solutions that selectively dissolve PE layers at 80°C. These technologies could unlock an additional 8 million tons/year of currently non-recycled PET resources globally.
Innovation Case Studies and Commercial Value
The PET recycling industry has become a hotbed of business model innovation, combining technological breakthroughs with creative approaches to material collection and reprocessing. These pioneering initiatives demonstrate how environmental responsibility can drive commercial success while reshaping consumer behavior and urban infrastructure.
Circular Economy Pioneers
Coca-Cola's PlantBottle initiative has set new standards for closed-loop tracking, embedding food-grade rPET with molecular markers that persist through multiple recycling cycles. Their blockchain-enabled system traces each bottle's journey from shredding to reprocessing, providing brands with verified sustainability metrics. The technology has increased rPET value by 22% through quality assurance premiums, while reducing supply chain audits by 40%. Currently deployed across 12 markets, the system handles 8 billion bottles annually with plans for global expansion.
Japanese textile giant Teijin has revolutionized polyester recycling through their ECO CIRCLE™ hybrid process. Combining mechanical shredding of post-consumer garments with chemical depolymerization, the system recovers 98% of PET monomers for respinning into new fibers. Their patented "fiber-to-fiber" technology maintains material quality through 7 regeneration cycles, achieving 56% energy savings versus virgin production. The business model includes take-back agreements with 200+ fashion brands, creating guaranteed feedstock streams while sharing sustainability credentials with partners.
Emerging Collection Paradigms
The Precious Plastic movement has democratized PET recycling through open-source micro-factories. Their modular shredder designs enable small communities to process 50-100kg/hour of local plastic waste into standardized flakes. The v4.0 shredder features automatic sieve changing and costs just €2,300 to build - 90% cheaper than industrial equivalents. Over 800 units now operate across 60 countries, creating hyper-local recycling economies where artisans transform flakes into saleable products. The model demonstrates how decentralized technology can complement large-scale recycling infrastructure.
Dubai's innovative "Recycle for Tickets" program has achieved 89% participation rates by integrating PET collection with public transport. Smart reverse vending machines placed at metro stations shred bottles on-site, analyzing material composition through embedded NIR sensors. Each kilogram of shredded PET earns credits toward free metro rides - a system that processes 15 tons monthly while reducing traffic congestion. The program's success has inspired similar initiatives in 17 cities worldwide, proving that behavioral economics can dramatically boost urban recycling rates when paired with convenient infrastructure.