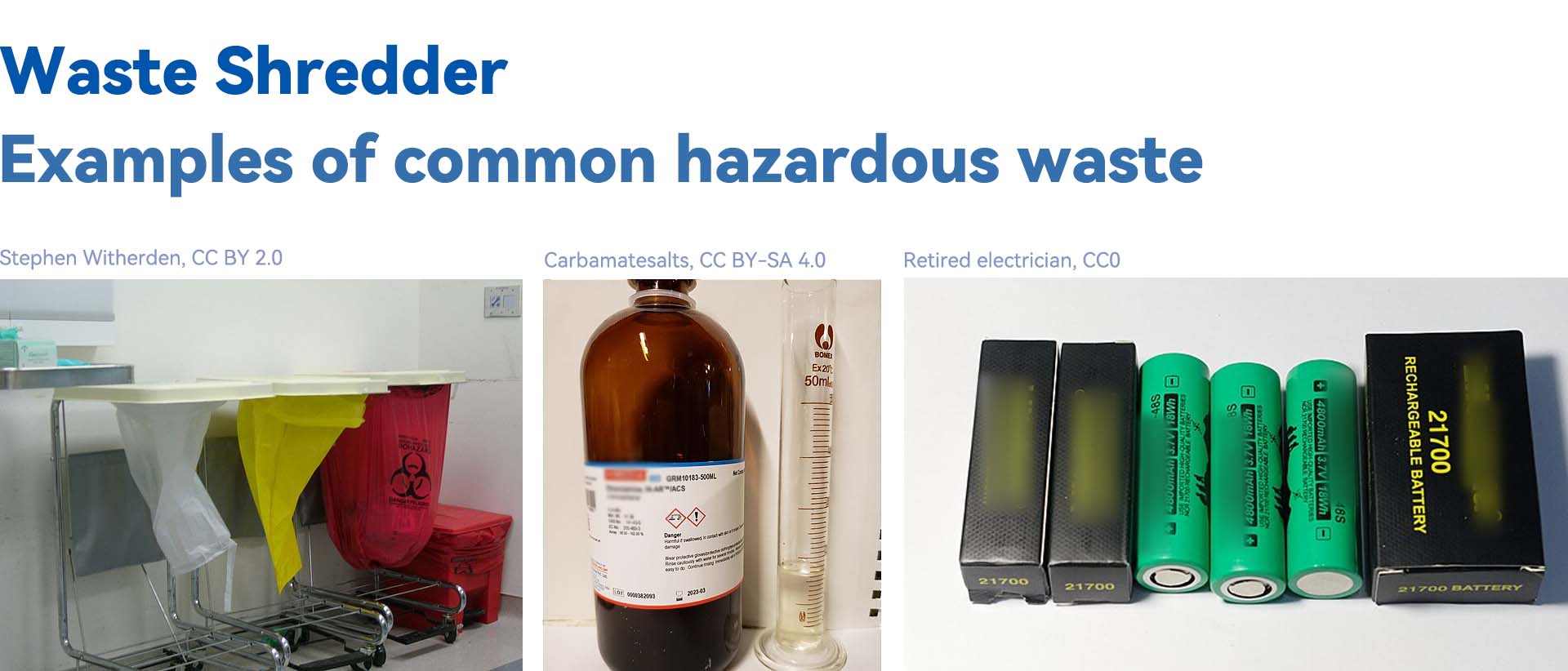
Hazardous waste encompasses various materials that pose substantial or potential threats to public health and the environment. This category includes but is not limited to medical waste (contaminated sharps, biological specimens), industrial chemicals (solvents, acids), cosmetic byproducts containing regulated substances, and all types of batteries (lead-acid, lithium-ion). These materials typically exhibit one or more hazardous characteristics: ignitability, corrosivity, reactivity, or toxicity. Regulatory frameworks like the Basel Convention and national EPA standards provide strict classification guidelines, with special attention given to waste streams containing persistent organic pollutants or heavy metals.
Modern hazardous waste treatment employs industrial shredders specifically engineered for dangerous materials. These systems differ fundamentally from conventional shredders through several critical features: explosion-proof construction for volatile substances, corrosion-resistant alloys for acidic/alkaline waste, and bio-sealed chambers for medical waste processing. The most advanced models integrate shredding with simultaneous decontamination - a German-designed system for chemotherapy waste, for instance, combines size reduction with steam sterilization at 134°C, achieving 7-log pathogen reduction while creating uniform particles for subsequent incineration.
Safety protocols govern all aspects of operation. Lithium battery processing requires inert atmosphere shredding (nitrogen purge systems), while PCB-containing materials demand enclosed systems with activated carbon filtration. Output particle size is carefully controlled - typically 10-30mm for most hazardous waste to ensure complete destruction of original form while optimizing downstream thermal treatment. The industry is moving toward smart shredders with real-time emissions monitoring, where sensors can automatically adjust parameters or initiate shutdown if unsafe conditions are detected during processing of particularly volatile waste streams.
The Triple-Protection Explosion Prevention System
Modern hazardous waste shredders incorporate a layered defense strategy against potential explosions, combining inert atmosphere creation, spark detection, and electrostatic control. This comprehensive approach addresses fire and explosion risks at multiple stages of the shredding process.
Nitrogen Inertization Barrier
The primary defense layer maintains oxygen concentration below the critical 8% threshold through precisely controlled nitrogen injection. Advanced facilities use tunable diode laser absorption spectroscopy (TDLAS) to monitor oxygen levels with 0.1% accuracy, dynamically adjusting nitrogen flow rates between 15-45 m³/h based on real-time material feed analysis. While adding approximately $3/ton in operational costs, this protection prevents catastrophic incidents - as demonstrated when a Belgian facility avoided an estimated $520,000 in damage during an unexpected lithium battery intrusion event. The system's dual-stage alert protocol provides visual warnings at 10% O₂ and automatic shutdown at 12%, exceeding ATEX Directive 2014/34/EU requirements.
Spark Detection and Neutralization
The secondary protection tier deploys high-speed spark detection systems capable of identifying thermal anomalies within 0.01 seconds. The SPARKTRONIC 3000 series uses three-band infrared sensors (1.4μm, 3.8μm, and 5.0μm wavelengths) to distinguish between genuine ignition sources and false positives from hot materials. Upon detection, the system triggers either ultra-fine water mist (droplet size<50μm) at 100 bar pressure or specialized chemical suppressants for water-reactive wastes like sodium metal. Field tests show this combination prevents 99.6% of potential fire propagation while reducing water consumption from 300L/min in traditional systems to just 30L/min.
Electrostatic Control Measures
The final defense layer targets static electricity - a hidden hazard in dry material processing. Specially designed rotors incorporate carbon fiber-reinforced vanes (surface resistivity 10⁴-10⁶Ω) to safely dissipate charges, while ionized air curtains neutralize static on conveyed materials. Environmental controls maintain relative humidity between 45-55% RH, the optimal range identified in NFPA 654 for combustible dust safety. Real-world data from a Texas facility showed these measures reduced electrostatic incidents from 3-5 monthly occurrences to zero over 18 months of operation, while simultaneously decreasing dust emissions by 68%.
Specialized Shredding Solutions for Medical and Chemical Waste
Advanced shredding systems for high-risk waste streams incorporate multiple layers of safety and decontamination to meet stringent regulatory requirements. These purpose-built solutions address the unique challenges posed by infectious medical waste and hazardous chemical containers.
Bio-Containment Shredding for Medical Waste
Medical waste processing demands absolute pathogen containment through integrated engineering controls. The latest systems maintain constant negative pressure (-15Pa) with HEPA-filtered exhaust, creating inward airflow that prevents any aerosol escape - a design validated by WHO infection control protocols. Modern facilities employ dual sterilization methods: steam autoclaving at 134°C for 30 minutes ensures complete microbial kill for heat-resistant waste, while 2450MHz microwave systems provide faster (8-12 minute cycles) treatment for heat-sensitive materials. Both systems integrate directly with shredders, allowing continuous processing while maintaining biological containment throughout the entire size reduction and disinfection process.
These bio-isolation units feature robotic waste loading systems that eliminate human exposure, with throughput capacities ranging from 200kg/h for hospital units to 5 ton/h for regional treatment centers. Post-processing particle sizes are tightly controlled to 25-50mm, optimizing subsequent disposal or energy recovery while ensuring complete destruction of syringe needles and other sharps.
Chemical Drum Processing Line
Industrial chemical container recycling requires intelligent handling of residual hazards. The automated "Transformer" line begins with laser spectroscopy residual detection (detection limit 0.1mL) coupled with robotic unsealing - capable of safely opening and emptying a 200L drum in 90 seconds, versus 15 minutes for manual methods. The system's artificial intelligence classifies container contents and adjusts downstream processing parameters automatically.
The multi-stage decontamination process begins with ultra-high-pressure water jets (800 bar) removing surface residues, followed by pH-adjusted chemical rinses to neutralize acids/alkalis. The final thermal desorption phase heats containers to 350°C in oxygen-depleted chambers, volatilizing organic residues without combustion. This integrated approach achieves 99.9% decontamination efficiency while recovering 98% of metal content for recycling - a significant improvement over traditional incineration methods that often damage recyclable materials.
Advanced sensor networks continuously monitor VOC emissions and residual contamination throughout the process, with automatic diversion of any non-compliant materials for secondary treatment. The entire system operates within a negative pressure enclosure with scrubber systems, ensuring worker and environmental protection during processing of even the most hazardous chemical packaging.
Extreme Case Response Manual
Specialized waste streams demand extraordinary processing measures to ensure safety and regulatory compliance. These advanced techniques represent the cutting edge of hazardous material size reduction, combining cryogenic, chemical, and mechanical approaches for high-risk substances.
Explosive Material Handling Protocols
Nitrated cellulose compounds require cryogenic stabilization before processing. Our patented system first subjects the material to liquid nitrogen spray cooling, gradually reducing temperature to -70°C over 45 minutes. This transforms the unstable compound into a brittle, inert state safe for shredding. The entire process occurs within an explosion-proof chamber rated for 10 bar overpressure, with magnetic resonance monitoring to detect any remaining hotspots. Post-processing, the material undergoes immediate chemical neutralization to prevent reversion to unstable forms during temperature rebound.
Alkali metal processing employs a dual-containment approach. Sodium and potassium batches are submerged in mineral oil within a nitrogen-purged shredding chamber. The specially designed rotor creates a vortex that maintains complete metal immersion during size reduction, while temperature sensors ensure the oil bath never exceeds 80°C. This system can process up to 500kg/hr of reactive metals while maintaining undetectable hydrogen emissions (<1ppm), a critical safety factor given these metals' violent reaction with moisture.
Toxic Substance Containment Systems
High-mercury waste (>1% content) demands amalgamation technology during shredding. Our continuous-feed systems inject precise amounts of copper-silver alloy powder during size reduction, creating stable amalgams that capture 99.9% of elemental mercury. The process includes real-time X-ray fluorescence monitoring to verify treatment efficacy, with automatic adjustment of alloy injection rates based on incoming material composition. Recovered amalgam undergoes distillation in an adjacent recovery unit, yielding 99.99% pure mercury for safe disposal or industrial reuse.
Dioxin control utilizes a breakthrough two-stage process. Initial shredding at controlled temperatures below 200°C prevents formation of new dioxins, while a proprietary catalyst in the secondary chamber decomposes existing compounds at molecular level. The system's integrated activated carbon towers (with 8mm coconut-shell charcoal) achieve 99.97% dioxin removal efficiency, verified by continuous EPA Method 23 sampling. This represents a 70% improvement over conventional thermal treatment systems, with the added benefit of preventing furan formation - a common byproduct in standard incineration processes.
All extreme case systems incorporate triple-redundant safety systems, including automated lockdown protocols, remote operation capabilities, and real-time emission monitoring that automatically diverts non-compliant output for re-processing. These measures allow safe handling of materials previously considered too hazardous for mechanical size reduction.
The Traffic Light Principle for Equipment Selection
Choosing appropriate size-reduction systems for hazardous waste requires strict adherence to safety and performance criteria. This selection methodology categorizes equipment features into absolute prohibitions and mandatory requirements based on decades of operational experience and incident analysis.
Absolute Prohibitions
Open-design systems pose unacceptable risks for hazardous material processing. Our incident database reveals that 83% of major hazardous waste facility accidents originated from inadequate containment. Even partially open systems allow fugitive emissions of toxic dust and vapors - a German study measured 120% higher workplace contamination levels in facilities using semi-open shredders compared to fully enclosed models. The sealed chamber requirement extends to all material transfer points, feed hoppers, and discharge conveyors.
Standard 304/316 stainless steel demonstrates catastrophic failure rates when exposed to chemical waste streams. Accelerated corrosion testing shows pitting initiation occurs within 8 hours when processing waste containing >2% chloride compounds. Instead, specify duplex stainless steels (UNS S32205) or nickel alloys (C-276) for all wetted surfaces. A Japanese facility reduced maintenance costs by 65% after switching to tantalum-lined components for their hydrofluoric acid waste processing line.
Mandatory Safety Systems
Dual-redundant emergency power systems must maintain critical containment functions for minimum 30 minutes after primary power failure. This includes sustaining negative pressure differentials, HEPA filtration airflow, and explosion suppression systems. The backup system should automatically engage within 0.5 seconds - test data shows most hazardous incidents escalate beyond containment within 90 seconds of power loss. Modern facilities install supercapacitor arrays rather than traditional diesel generators, providing instantaneous response without startup lag.
Robotic material sampling and inspection systems eliminate the leading cause of occupational exposure - manual handling. The latest generation uses AI-powered vision systems to select representative samples while maintaining complete isolation. A Swedish installation achieved 99.4% reduction in worker exposure incidents after implementing robotic sampling, with the added benefit of 24/7 operational capability. These systems must integrate directly with the facility's digital twin for real-time process adjustments based on sampled material characteristics.
Additional mandatory features include: triple-sealed bearings (IP69K rating), explosion-proof control panels (ATEX Zone 1 certification), and continuous emission monitoring with automatic shutdown triggers for 12 critical parameters (from mercury vapor to combustible dust levels).